0791 5793186
13870712983
皮带机输送带磨损变薄怎么办
时间:2019-10-22 15:42:36 点击数:2914
对于皮带输送机而言,输送带占有非常重要的地位,它既是牵引构件又是承载构件,且价格昂贵,约占整个皮带机费用的30%~50%。一旦输送带因磨损而变薄,随之而来的便是强度降低、寿命缩短、皮带跑偏等故障。本文针对几种主要的磨损形式进行了分析,并结合生产实际提出了一些维护措施。
1
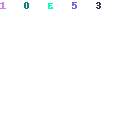
给料溜槽口与输送带之间的磨损
给料溜槽与输送带接触密切,它的设计和安装对输送带磨损有很大的影响,是输送带磨损的主要表现形式。
1、形成原因
a) 给料时物料对输送带有冲击作用,尤其是当物料与输送带方向的夹角大于或等于90°时,将对输送带造成较强的磨损;
b) 为防止物料散落,导料板与输送带接触过紧,使输送带磨损;
c) 物料中夹杂长的坚硬物件卡在给料口,磨损或者划破输送带。
2、维护措施
为了大限度减小给料口输送带的磨损,给料口的结构设计应该满足以下条件:
a) 给料与输送带的运行在同一方向上,加料过程中,物料以几乎与输送带相同的速度移动;
b) 物料落到输送带上的等效自由降落高度小于1m,使输送带所受冲击力尽量小;
c) 在加料溜槽内装设能使细粒物料先落到输送带上、为大块物料提供垫料的条筛;
d) 设计合理的溜槽和导料槽,以使物料连续落到输送带中央;
e) 导料槽的挡板宽度沿输送带运行方向越来越窄,另外导料槽应延伸到物料的速度达到带速;
f) 加料段保持水平,或斜度不大于8°,且加料段安装缓冲托辊或将槽型托辊加密布置。
此外,溜槽和导料槽应固定牢固,以使它们正确地对着输送带定位,导料底不能和输送带靠得过紧。
2
改向滚筒与输送带之间的磨损
改向滚筒位于输送机尾部,输送带跟随改向滚筒旋转,使下输送带变为上输送带来承载物料。
1、形成原因
该磨损主要是由于改向滚筒和输送带之间进入了杂物,粘结在滚筒上,使改向滚筒局部半径发生变形产生磨损。其原因主要有:
a) 由于清扫不干净及环境影响,使改向滚筒容易粘结物料。当这些物料达到3cm时,改向滚筒的局部应力迅速增加,两者之间的磨损加剧,使输送带胶层变薄或出现破洞。
b) 改向滚筒与下托辊之间有一个较长的无支撑段。此时输送带形状由槽型逐渐变为直线型,物料容易散落下来落在输送带空载段上,进入输送带和滚筒之间,引起输送带的磨损。
2、维护措施
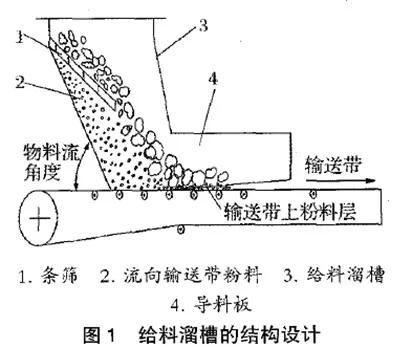
a) 在贴近改向滚筒表面部位加装刮料板,刮料板与接料板整体焊接在一起,接料板通过螺栓连接在输送机机架上,并且使刮料板与滚筒有一定倾斜角度,增加刮料能力。
b) 在改向滚筒前部加装V型清扫器(通过螺栓连接在机架上),清扫器与输送带接触端安装橡胶皮条,减少对胶带的磨损。其结构见下图:
此外,针对改向滚筒前无支撑段的漏料问题,还可以在无支撑段加装挡板来减少漏料。
3
输送带跑偏产生的局部磨损
输送带跑偏是输送机的常见故障,主要是指输送机运转时输送带的中心线偏离了输送机的纵向中心线。
1、形成原因
造成输送带跑偏的根本原因是:带式输送机两侧倾斜托辊与输送带接触时产生侧向力的缘故,当两边侧向力不等时便造成输送带跑偏,主要表现为以下几点:
a) 输送机机头和机尾滚筒中心线不平行,使输送带两侧松紧程度不一致,输送带向紧的一侧移动;
b) 输送带本身质量问题(如伸长率不均匀、弯曲不直等),以及胶带边缘磨损严重,都会使输送带两边拉力不一致,造成跑偏;
c) 输送带的接头不正;
d) 托辊安装不正,给输送带施加了一个偏向力;
e) 给输送带加料不当,造成输送带受力不均,产生跑偏;
f) 滚筒粘结物料,造成滚筒半径发生局部改变,使输送带侧向偏移。
针对输送带的各种跑偏形式,人们总结出了以下规律:输送带跑紧边不跑松边;跑高处不跑低处;跑后不跑前。
2、维护措施
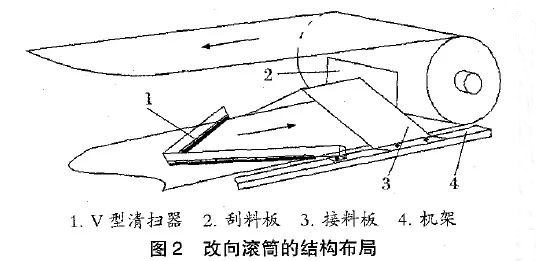
a) 机头、机尾滚筒不平行,出现跑紧不跑松现象。
如果是整个输送机的中心线发生偏移,就要重新校正定中心线;如果只是轻微的跑偏,可以收紧紧边的轴承座。但这种方法只能调整较小的偏移量,对于大的偏移量,可以采用将机尾滚筒加装在活动小车上(见下图),通过调整小车来纠偏。
b) 由于输送带本身弯曲不直或接头不正等原因使输送带受力不均,造成跑偏,应将输送带切正,重新胶合或打钉扣。
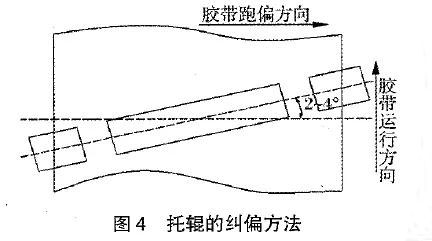
c) 托辊组轴线同输送带中心线不垂直,造成输送带跑后不跑前现象,即输送带向后跑偏(与输送带的运行方向相反),调整方法为向哪边偏移,就将哪边的托辊向输送带前进的方向偏斜2°~4°(见下图),一般情况下要调整几个托辊才可以纠偏。
4托辊与输送带之间产生的磨损
1、形成原因
托辊与输送带之间磨损的形成原因主要包括安装误差、托辊架结构变形以及托辊腐蚀等。
a) 托辊架安装不正
输送带在托辊支撑下通过产生一定的摩擦作用力,来保证其正常运行。由于安装不正,使托辊轴线与输送带中心线不垂直,输送带相对于托辊产生相对滑动,加剧输送带磨损。
b) 调心托辊纠偏产生磨损
调心托辊纠偏时产生一定的倾斜角度,由于加工质量和锈蚀等原因使回转架旋转不灵活,不能及时旋转复位,将会磨损输送带。
c) 托辊旋转滞后
由于托辊自身的质量问题(如密封不严、轴承旋转不灵活等),造成托辊旋转滞后于输送带的运行速度,使托辊与输送带之间产生相对滑动而磨损输送带。
2、维护措施
a) 首先确保整个输送机在一个中心线上;其次是两侧倾斜托辊与中间水平托辊具有相同的倾斜角度,所有中间托辊在同一水平面上,使所有托辊与输送带有良好的接触,保证各个托辊受力均匀。
b) 尽量少使用调心托辊。
c) 加强托辊日常维护保养工作,对于破损的托辊要及时更换。
输送带磨损是比较常见的故障之一,但如果不加重视往往会引起更为严重的事故,因此采取相应的措施以降低输送带的磨损,延长使用寿命,对带式输送机的正常运行和降低维护费用有着很实际的意义。